





低頻磁力檢測新技術原理 ·
關鍵詞:低頻、脈沖、充電
※ 提高探傷深度,檢測表面和近表面更深的缺陷。
※ 探傷后不用退磁,磁粉擾動性好。
1
集膚效應:
集膚效應又叫趨膚效應,當交變電流通過導體時,電流將集中在導體表面流過,這種現象叫集膚效應。工件磁化的深度與電流的頻率成反比。

※ 交流電只能有效檢出近表面1 mm以內缺陷,直流和半波整流探傷深度雖大,但探傷速度慢、探傷完需退磁。
2
脈沖電流:
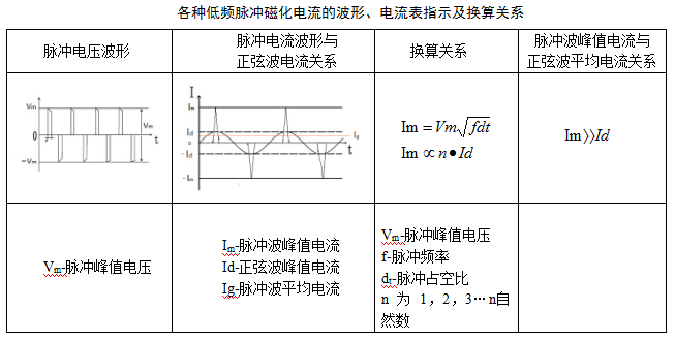

※ 可以檢測條狀層下8 mm的試塊,技術指標明顯高于標準要求,由此可大大降低磁粉檢測時的漏檢效率,以保證產品和設備的安全運行。
※ 低頻磁化電流是一種新的磁力探傷方法,綜合直流、交流、脈沖電流等磁力探傷儀的優點,具有檢測埋藏缺陷的功能,它突破了目前磁粉探傷只能探測金屬表面缺陷的局限,對距表面垂直深度8 mm以內的鋼材能夠起到和X射線探傷同樣的效果,彌補了薄鋼板超聲探傷困難的缺點。靈敏度高,不需要打磨工件表面可直接探傷,探傷后不需退磁,探傷速度快、體積小、重量輕,節能省電。
※ 改變了過去對提升力的要求,勞動強度低;探頭的設計根據不同工件形狀有葉片、管道、容器等專用探頭。配上專用探頭,可以大面積探傷葉片、管道和容器等很難探傷的部位和工件。

中國空氣動力研究與發展中心壓力容器檢測站測試結論:
工程現場檢測:
將磁軛型低頻磁力探傷儀用于2000立中壓鋼制球形儲罐定期檢驗中內表面對接焊縫、外表面支柱角焊縫的100%磁粉檢測。采用20/10/3 Hz勵磁電流磁化,發現5處裂紋類超標缺陷。 將旋轉磁場型低頻磁力探傷儀用于2000立中壓鋼制球形儲罐定期檢驗中內表面對接焊縫的100%磁粉檢測。采用40/10 Hz勵磁電流磁化,發現3處裂紋類超標缺陷。

· 低頻磁力檢測新技術的應用 ·
※ 探頭可自吸在工件表面,省時省力,效率高
※ 接觸頭可旋轉角度,檢測管道時探頭有效接觸面大,靈敏度高,提升力大

※ 探頭吸附在工件表面,讓可旋轉角度的接觸頭在工件上自由移動,通低頻電流后,用顯示膜顯示缺陷
※ 自動控制噴磁懸液及自動加磁
※ 視頻觀看探傷情況并可錄像
※ 白光和紫外光照明
※ 永磁吸附,8輪驅動,可轉向
1
壓力容器:
對于壁厚小于8 mm的容器和平板,可將顯示膜貼到一面,在另一面用磁軛探頭加磁場,或者把探頭和顯示膜放在同一面。當鋼材有缺陷時,產生的漏磁場吸附顯示膜中的磁體,形成磁痕。

2
鍛件-葉片:
沒有拉筋和圍帶的葉片,可將顯示膜包在葉片上,把通低頻電流的線圈套在葉片上,如果有橫向缺陷,則在顯示膜出現磁痕。
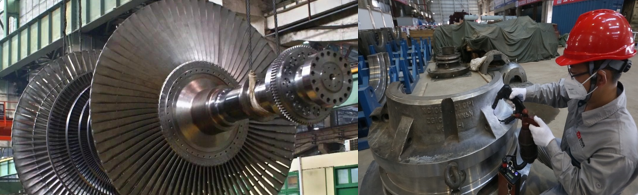
3
鍛件-汽輪機軸頸:



磁粉檢驗過程中,發現多處管座角焊縫存在裂紋行缺陷。

鍋爐設備磁粉檢驗過程中,發現多處管座角焊縫存在裂紋行缺陷。

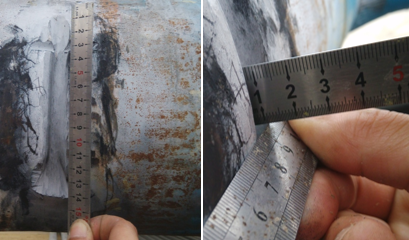
下缸裂紋缺陷(15 mm) 下缸螺栓孔內裂紋
下缸經磁粉檢驗,外表面發現裂紋缺陷,長度8~25 mm。

火力發電廠集箱(頂棚、省煤器、水冷壁集箱)管座角焊縫磁粉檢驗過程中,管座角焊縫均存在不同程度的裂紋、成型不好、管材損傷等缺陷。

火力發電廠集箱(頂棚、省煤器、水冷壁集箱)管座角焊縫磁粉檢驗過程中,管座角焊縫均存在不同程度的裂紋、成型不好、管材損傷等缺陷。

火力發電廠集箱(頂棚、省煤器、水冷壁集箱)管座角焊縫磁粉檢驗過程中,管座角焊縫均存在不同程度的裂紋、成型不好、管材損傷等缺陷。

Q2-2(35 mm) Q3(40 mm)

1#中隔板套上半 Q1-1(50 mm)

Q1-3(140 mm)其他位置裂紋缺陷(30 mm)

裂紋(50 mm) 裂紋(60 mm)

裂紋(250 mm)

裂紋缺陷(145 mm)






英斯特力儀器是一家集研發、生產及銷售于一體的 影像測量儀,拉力試驗機, 硬度計 ,探傷儀, 粗糙度儀, 測厚儀, 金相設備廠家, 致力于為客戶提供更好的檢測儀器。

 客服1
客服1 